 ENG
ENG 
1. De rol en toepassing van PVC-spuitgietmachine
Als kernuitrusting van de kunststofverwerkende industrie speelt de PVC-spuitgietmachine een cruciale rol in het hedendaagse industriële productieveld. Polyvinylchloride (PVC), als een veelzijdig, kosteneffectief en duurzaam thermoplastisch materiaal, wordt op grote schaal gebruikt op vele gebieden, zoals de bouw, de medische sector, de auto-industrie en consumptiegoederen via spuitgietprocessen.

PVC-spuitgietmachine is een speciale spuitgietapparatuur die speciaal wordt gebruikt voor de verwerking van polyvinylchloridematerialen, die een onvervangbare positie inneemt in de kunststofverwerkende industrie. Volgens statistieken uit de sector bestaat ongeveer 23% van de mondiale productie van kunststofspuitgieten uit PVC-materialen, vooral op het gebied van bouwbuizen, medische apparatuur en draden en kabels. De toepassingsratio van PVC-spuitgietmachines bedraagt maar liefst meer dan 60%. Achter deze brede toepassing schuilen de unieke prestatievoordelen van de PVC-materialen zelf en de efficiënte combinatie van het spuitgietproces.
De belangrijkste functie van de PVC-spuitgietmachine is het omzetten van grondstoffen in plastic producten met precieze afmetingen en functionele kenmerken via drie belangrijke fasen: verhittingsplastiek, hogedrukinjectie en vormgieten. Vergeleken met algemene spuitgietmachines zijn PVC-spuitgietmachines geoptimaliseerd voor de kenmerken van PVC-materialen en kunnen ze effectief de technische problemen bij PVC-verwerking overwinnen, zoals slechte thermische stabiliteit, hoge smeltviscositeit en gemakkelijke ontleding. In de bouwsector hebben buisfittingen, verbindingen en deur- en raamaccessoires geproduceerd door PVC-spuitgietmachines een uitstekende weersbestendigheid en chemische stabiliteit; op medisch gebied voldoen producten zoals infuuszakken en katheters gevormd door PVC-spuitgieten aan strenge biocompatibiliteitseisen.
Vanuit het perspectief van de industriële keten vormen PVC-spuitgietmachines de middelste schakel tussen grondstoffen en eindtoepassingen, en hun technische niveau heeft rechtstreeks invloed op de kwaliteit en productiekosten van het eindproduct. Een gekwalificeerde PVC-spuitgietmachine bestaat meestal uit belangrijke componenten zoals een injectiesysteem, matrijsklemsysteem, hydraulisch systeem, besturingssysteem en temperatuurregelsysteem. Het gecoördineerde werk van deze systemen zorgt ervoor dat PVC-materialen het gietproces onder optimale omstandigheden kunnen voltooien. Met de verbetering van de eisen op het gebied van milieubescherming en de groei van de medische behoeften ontwikkelen PVC-spuitgietmachines zich in een preciezere, energiebesparende en intelligentere richting.
De industriële specificiteit van PVC-spuitgietmachines komt ook tot uiting in hun aanpassingsvermogen aan materiaalformuleringen. PVC, als kunststof waarvan de eigenschappen kunnen worden aangepast door additieven, is onderverdeeld in twee categorieën: hard PVC (RPVC) en flexibel PVC (FPVC). Stijf PVC heeft een hoge sterkte en stijfheid en wordt vaak gebruikt in bouwmaterialen; terwijl flexibel PVC door de toevoeging van weekmakers zacht en elastisch wordt en geschikt is voor producten als medische buizen. PVC-spuitgietmachines moeten deze twee aanzienlijk verschillende soorten materialen kunnen verwerken, wat vereist dat de apparatuur een breder procesvenster en flexibelere mogelijkheden voor parameteraanpassing heeft. Tegelijkertijd heeft de toepassing van loodvrije stabilisatoren en nieuwe milieuvriendelijke weekmakers, met de steeds strengere milieuvoorschriften, ook nieuwe technische eisen aan PVC-spuitgietmachines naar voren gebracht.
In termen van economische voordelen bieden PVC-spuitgietmachines fabrikanten zeer concurrerende productieoplossingen. Vergeleken met metaalverwerking of andere kunststofvormprocessen heeft PVC-spuitgieten de voordelen van een korte cyclus, een hoog materiaalgebruik en een lage vraag naar arbeid, wat bijzonder geschikt is voor de productie van grootschalige gestandaardiseerde producten. Als we bijvoorbeeld PVC-buisfittingen in de bouwsector nemen, kan de dagelijkse productiecapaciteit van een middelgrote PVC-spuitgietmachine 5.000-8.000 stuks bereiken en kan de productgewichtsfout binnen ± 0,5% worden gecontroleerd. Een dergelijke nauwkeurigheid en efficiëntie zijn moeilijk te bereiken met andere processen. Bovendien hebben PVC-spuitgietmachines ook de kenmerken van een lange levensduur van de matrijs (meestal tot 500.000 tot 1 miljoen keer) en een relatief laag energieverbruik (ongeveer 40% energiebesparing vergeleken met spuitgieten van metaal), wat de productiekosten verder verlaagt.
Met de voortdurende ontwikkeling van de trend van "kunststof ter vervanging van staal", zal het belang van PVC-spuitgietmachines verder worden benadrukt. Vooral op het gebied van het nastreven van lichtgewicht, corrosiebestendigheid en kostenbeheersing vervangen PVC-spuitgietproducten voortdurend traditionele materialen. Als de belangrijkste apparatuur om deze transformatie te verwezenlijken, zullen de technologische innovatie en marktuitbreiding van PVC-spuitgietmachines de aandacht van de industrie blijven trekken.
2. Werkingsprincipe en processtroom van PVC-spuitgietmachines
Het werkingsprincipe van PVC-spuitgietmachines is gebaseerd op de vormeigenschappen van thermoplasten. Door parameters zoals temperatuur, druk en snelheid nauwkeurig te beheersen, worden PVC-grondstoffen omgezet in producten met de gewenste vorm. Dit proces integreert multidisciplinaire technologieën zoals werktuigbouwkunde, materiaalkunde en automatische controle om een complex en nauwkeurig verwerkingssysteem te vormen. Het begrijpen van het werkingsprincipe van PVC-spuitgietmachines is cruciaal voor het optimaliseren van productieprocessen en het verbeteren van de productkwaliteit.
Systeemsamenstelling en functie
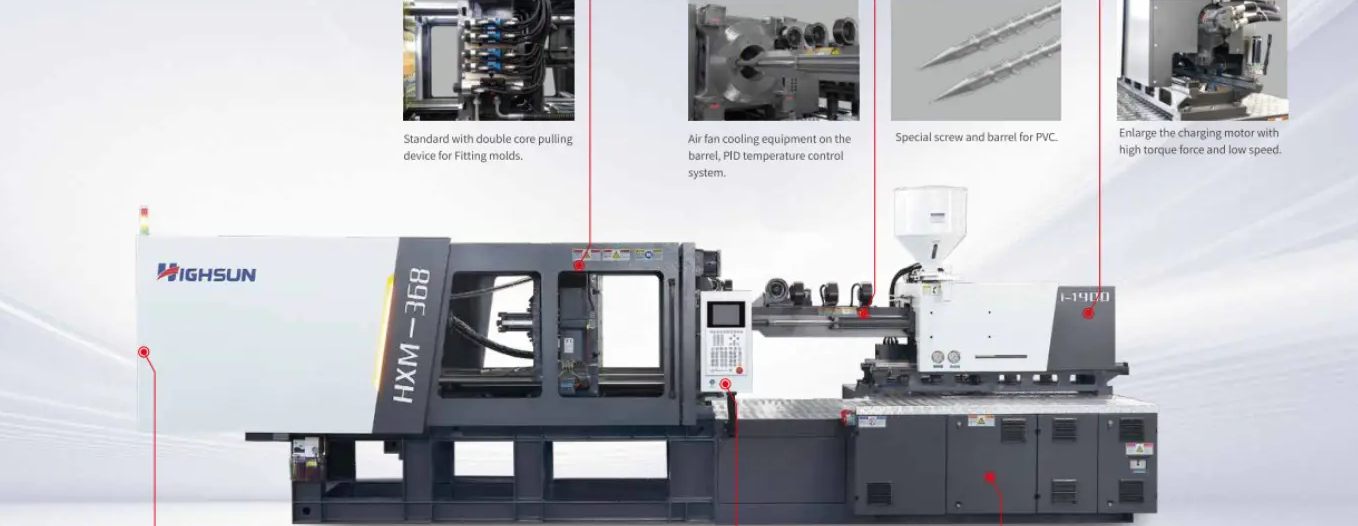
PVC-spuitgietmachine bestaat hoofdzakelijk uit vijf systemen: injectiesysteem, klemsysteem, hydraulisch systeem, controlesysteem en temperatuurregelsysteem. Het injectiesysteem is verantwoordelijk voor het weekmaken en injecteren van PVC-materialen. Het is het kernonderdeel van de uitrusting en omvat belangrijke componenten zoals trechter, loop, schroef en mondstuk. In tegenstelling tot algemene spuitgietmachines heeft de schroef van een PVC-spuitgietmachine meestal een speciaal ontwerp, met een kleine lengte-diameterverhouding (L/D) (doorgaans tussen 18:1 en 22:1) en een lage compressieverhouding (ongeveer 1,8-2,5) om de schuifwarmte-inbreng in warmtegevoelige PVC-materialen te verminderen. Het klemsysteem zorgt voor het openen en sluiten van de matrijs en een klemkracht om ervoor te zorgen dat de matrijs tijdens het vormproces niet opengedrukt wordt door de smeltdruk. De structurele vormen omvatten het kneveltype, het hydraulische type en het elektrische type. Het hydraulische systeem levert stroom voor de hele machine en regelt de beweging van elke actuator; het besturingssysteem is verantwoordelijk voor het instellen van parameters, programmabesturing en procesbewaking; het temperatuurcontrolesysteem handhaaft de precieze temperatuur van het vat en de mal, wat vooral belangrijk is voor warmtegevoelige materialen zoals PVC.
Analyse van de werkcyclus
PVC-spuitgieten is een cyclisch proces en elke cyclus omvat een reeks geordende handelingen. Volgens industrienormen omvat een volledige werkcyclus de volgende fasen: matrijssluiting → injectie → drukbehoud → koeling → plastificering → matrijsopening → uitwerpen van producten.
In de matrijssluitingsfase wordt de matrijs onder hoge druk gesloten en wordt de klemkracht berekend op basis van het productprojectiegebied en de injectiedruk, meestal 30-80 MPa. In de injectiefase beweegt de schroef naar voren om het gesmolten PVC aan de voorkant van de cilinder onder hoge druk (meestal 80-180 MPa) en hoge snelheid in de vormholte te injecteren. Dit proces duurt enkele seconden en de injectiesnelheid kan in secties worden geregeld om zich aan te passen aan complexe productstructuren. Het handhaven van een bepaalde druk in de drukhoudfase om het materiaal aan te vullen dat is verminderd als gevolg van krimp bij koeling is cruciaal voor de maatnauwkeurigheid en oppervlaktekwaliteit van het product. Tijdens de afkoelfase kan het product in de mal stollen, en de tijd is afhankelijk van de wanddikte en de koelefficiëntie. In de weekmakingsfase draait de schroef om het nieuwe materiaal te transporteren en naar voren te smelten ter voorbereiding op de volgende cyclus, en trekt zich tegelijkertijd terug naar de ingestelde positie. Ten slotte gaat de mal open en haalt het uitwerpmechanisme het product uit de vorm om een cyclus te voltooien.
Tabel: Typische procesparameterbereiken voor PVC-spuitgieten
| Parametercategorie | Hard PVC (RPVC) | Zacht PVC (FPVC) | Belangrijkste impact |
| Vattemperatuur (℃) | 160-190 | 150-180 | Smeltvloeibaarheid, risico op thermische ontleding |
| Vormtemperatuur (℃) | 30-50 | 20-40 | Koelsnelheid, oppervlakteglans |
| Injectiedruk (MPa) | 80-150 | 70-130 | Vulintegriteit van de mal, interne spanning |
| Houddruk (MPa) | 40-80 | 30-60
| Krimp, maatnauwkeurigheid |
| Schroefsnelheid (rpm) |
30-70 | 25-60
| Plasticisatiekwaliteit, afschuifwarmte |
| Tegendruk (MPa) | 3-10 | 2-8 | Smeltdichtheid, plasticiseringsefficiëntie |
- Eigenaardigheden van PVC-verwerking
PVC-spuitgieten kent aanzienlijke procesverschillen ten opzichte van algemene kunststoffen zoals PP en PE, wat vooral te wijten is aan de materiaaleigenschappen van PVC. PVC heeft een slechte thermische stabiliteit en wordt gemakkelijk ontleed, waarbij bij hoge temperaturen waterstofchloride (HCl) vrijkomt. Daarom is het verwerkingstemperatuurvenster smal en wordt gewoonlijk binnen het bereik van 150-190°C gehouden, wat veel lager is dan de theoretische ontledingstemperatuur (ongeveer 210°C). Om deze uitdaging aan te gaan, zijn PVC-spuitgietmachines doorgaans uitgerust met nauwkeurigere temperatuurregelsystemen, met een zonetemperatuurregelingsnauwkeurigheid tot ±1°C, en een speciaal schroefontwerp om schuifverwarming te verminderen. Tegelijkertijd heeft PVC-smelt een hoge viscositeit en slechte vloei-eigenschappen, waardoor een hogere injectiedruk nodig is (meestal 20-30% hoger dan PP) om de mal volledig te vullen. Bovendien kunnen additieven in PVC-formules zoals stabilisatoren en smeermiddelen afzettingen in het vat vormen, waardoor PVC-spuitgietmachines vaker moeten worden gereinigd en onderhouden.
- Principes van plastificering en injectie
Het weekmakingsproces van PVC is een complex proces van fysieke toestandstransformatie. Nadat vaste PVC-deeltjes vanuit de trechter het vat binnenkomen, ondergaan ze onder verwarming en afschuiving een transformatie van een glasachtige toestand, een hoogelastische toestand naar een stroperige stromingstoestand. De rotatie van de schroef genereert een sleepstroom om het materiaal naar voren te transporteren, terwijl de afschuifwerking en externe verwarming het PVC geleidelijk doen smelten. Omdat PVC een polair materiaal is, is het smeltgedrag ervan anders dan dat van niet-polaire kunststoffen zoals PE, en vereist het een hogere energie-input. Aan het einde van de weekmaking hoopt het gesmolten PVC zich op aan de voorkant van de schroef, waardoor de schroef terug naar de ingestelde positie wordt gedrukt. In de injectiefase wordt de schroef omgezet in een plunjer en wordt de smelt met een constante snelheid of gesegmenteerde snelheid in de vormholte geïnjecteerd onder druk van de hydraulische cilinder. Het vloeigedrag van de PVC-smelt in de matrijsholte wordt beïnvloed door de matrijstemperatuur, het runnerontwerp en de injectieparameters. Redelijke procesinstellingen kunnen defecten zoals spuitsporen en lasnaden voorkomen.
- Kernpunten van procesbeheersing
Succesvol PVC-spuitgieten hangt af van een nauwkeurige controle van de belangrijkste parameters. Temperatuurbeheersing is de belangrijkste factor. Het vat is meestal verdeeld in 3-5 temperatuurzones. De temperatuurgradiënt stijgt van de toevoerpoort naar het mondstuk, maar de maximale temperatuur overschrijdt de 190°C niet om ontleding te voorkomen. De injectiesnelheid beïnvloedt de smeltvulmodus en moleculaire oriëntatie. Dikwandige producten moeten met een lage snelheid worden gevuld om restspanningen te verminderen, terwijl dunwandige producten een hoge snelheidsinjectie vereisen om voortijdige coagulatie te voorkomen. De instelling van de houddruk en -tijd heeft rechtstreeks invloed op de krimpsnelheid en de maatstabiliteit van het product en moet worden geoptimaliseerd op basis van de productstructuur en materiaaleigenschappen. De koeltijd bedraagt 60-70% van de gehele cyclus. Het optimaliseren van het ontwerp van koelwaterkanalen kan de productie-efficiëntie verbeteren. PVC-spuitgietmachines maken meestal gebruik van gesloten regelsystemen om deze parameters in realtime te bewaken en aan te passen om processtabiliteit en productconsistentie te garanderen.
Het werkingsprincipe van PVC-spuitgietmachines belichaamt de perfecte combinatie van mechanisch ontwerp en materiaalkunde. Door thermodynamische en reologische processen nauwkeurig te beheersen, worden PVC-grondstoffen omgezet in kunststofproducten met verschillende functies. Het beheersen van deze principes vormt de theoretische basis voor het optimaliseren van productieprocessen en het oplossen van kwaliteitsproblemen.
3. Apparatuurkenmerken en technische voordelen van PVC-spuitgietmachine
Als een soort speciale kunststofverwerkingsapparatuur heeft de PVC-spuitgietmachine een reeks unieke ontwerpen die passen bij de materiaaleigenschappen. Deze kenmerken zorgen ervoor dat het aanzienlijke technische voordelen biedt bij de verwerking van PVC-materialen. Van mechanische structuur tot controlesysteem, elke schakel van de PVC-spuitgietmachine weerspiegelt het zorgvuldige ontwerp voor de speciale behoeften van PVC-verwerking.
- Speciaal schroefontwerp
Het kernkenmerk van de PVC-spuitgietmachine is de speciale schroefstructuur. Vergeleken met gewone spuitgietmachineschroeven hebben speciale PVC-schroeven de volgende kenmerken: kleine aspectverhouding (L/D) (meestal tussen 18:1 en 22:1), waardoor de verblijftijd van het materiaal wordt verkort; lage compressieverhouding (ongeveer 1,8-2,5), geschikt voor PVC-poeder of gemakkelijk samendrukbare deeltjes; diepe schroefgroef, waardoor de afschuifsnelheid en wrijvingswarmte worden verminderd; het toevoegen van een barrièresectie of mengkop om de smeltuniformiteit te verbeteren. Dit ontwerp lost effectief het probleem van de slechte thermische stabiliteit van PVC op en voorkomt oververhitting en ontleding van materialen tijdens het weekmaken. Het schroefmateriaal is meestal gemaakt van dubbelgelegeerd staal of heeft een speciaal oppervlaktebehandeling ondergaan om de slijtvastheid en corrosieweerstand te verbeteren om het HCl-zuurgas aan te kunnen dat kan worden gegenereerd tijdens de PVC-verwerking. Bovendien is het snelheidsbereik van de schroef van de PVC-spuitgietmachine relatief smal (meestal 30-70 tpm) en kan het nauwkeurig worden geregeld om overmatige afschuiving veroorzaakt door een te hoge snelheid te voorkomen.
- Optimalisatie van het temperatuurregelsysteem






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288