 ENG
ENG 
Het werkingsprincipe van de spuitgietmachine is vergelijkbaar met de spuit die voor injectie wordt gebruikt. Het gebruikt de kracht van de schroef (of plunjer) om de geplastificeerde gesmolten toestand (dat wil zeggen de stroperige stroom) in de gesloten vormholte te injecteren. Het proces van het verkrijgen van producten na uitharding en vormgeving.
Spuitgieten is een cyclisch proces, waarbij elke cyclus hoofdzakelijk bestaat uit: kwantitatieve toevoer, smeltplastificatie, drukspuitgieten, vullen van de matrijs, afkoelen en uitnemen van de matrijs. Na het verwijderen van de kunststofdelen wordt de mal weer gesloten voor de volgende cyclus.
Project voor de bediening van spuitgietmachines: Het project voor de bediening van spuitgietmachines omvat drie aspecten: bediening van het toetsenbord, bediening van het elektrische besturingssysteem en bediening van het hydraulische systeem. Selecteer de actie van het injectieproces, de voedingsactie, de injectiedruk, de injectiesnelheid, de selectie van het uitwerptype, temperatuurbewaking van elke sectie van het vat, aanpassing van de injectiedruk en tegendruk, enz.
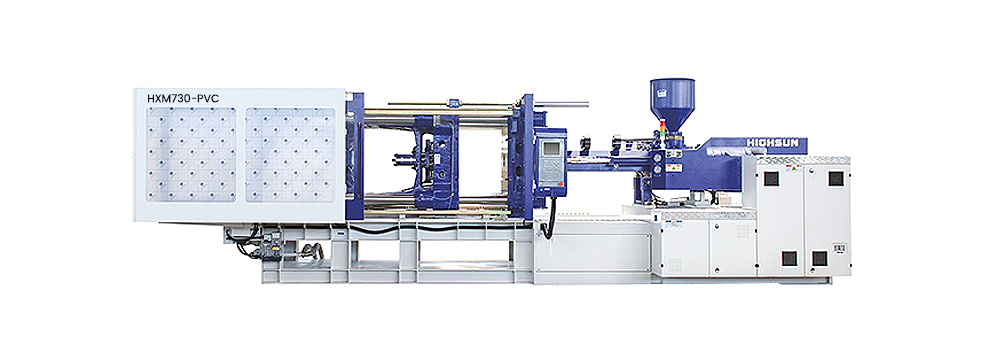
Het gietproces van een algemene schroefspuitgietmachine is: eerst wordt korrelig of poederplastic aan het vat toegevoegd en het plastic wordt gesmolten door de rotatie van de schroef en de buitenwand van het vat, en vervolgens sluit de machine de mal en de injectiestoel beweegt naar voren. Houd het mondstuk dicht bij de poort van de mal en voed vervolgens de injectiecilinder met drukolie om de schroef voort te bewegen, zodat het gesmolten materiaal met een lagere temperatuur, een hoge druk en een hogere snelheid in de gesloten mal wordt geïnjecteerd. Tijd en druk worden gehandhaafd (ook bekend als houddruk), koeling en stolling, en het product kan worden geopend om het product te verwijderen (het doel van het vasthouden van druk is om de terugstroming van de smelt in de vormholte te voorkomen, het materiaal aan te vullen in de vormholte en ervoor te zorgen dat het product een bepaalde dichtheid en maattolerantie heeft). De basisvereisten voor spuitgieten zijn plastificering, injectie en gieten. Plasticisering is een voorwaarde voor het bereiken en waarborgen van de kwaliteit van gevormde producten, en om aan de eisen van het gieten te voldoen, moet injectie ervoor zorgen dat er voldoende druk en snelheid is. Tegelijkertijd wordt door de hoge injectiedruk een overeenkomstig hoge druk in de vormholte gegenereerd (de gemiddelde druk in de vormholte ligt doorgaans tussen 20 en 45 MPa), dus er moet een voldoende grote vormklemkracht aanwezig zijn. Het is duidelijk dat het injectieapparaat en de matrijskleminrichting de belangrijkste componenten van de spuitgietmachine zijn.
Er zijn drie belangrijke aspecten bij de evaluatie van kunststofproducten. De eerste is de kwaliteit van het uiterlijk, inclusief volledigheid, kleur, glans, enz.; de tweede is de nauwkeurigheid tussen de grootte en de relatieve positie; de derde zijn de fysische eigenschappen, chemische eigenschappen en elektrische prestaties, enz. Deze kwaliteitseisen zijn verschillend afhankelijk van de gebruiksmomenten van de producten, en de vereiste normen zijn ook verschillend.
De gebreken van de producten liggen voornamelijk op het gebied van matrijsontwerp, productienauwkeurigheid en slijtageniveau. Maar in feite lijdt het technisch personeel van kunststofverwerkingsfabrieken vaak onder de moeilijke situatie waarin technologie wordt gebruikt om de problemen te compenseren die worden veroorzaakt door de defecten van de matrijs en die weinig effect hebben.
De aanpassing van technologie in het productieproces is een noodzakelijke manier om de productkwaliteit en output te verbeteren. Omdat de injectiecyclus zelf erg kort is, zal er, als de procesomstandigheden niet goed worden begrepen, een eindeloze stroom afvalproducten ontstaan. Bij het aanpassen van het proces kunt u het beste slechts één voorwaarde tegelijk wijzigen en een paar keer observeren. Als de druk, temperatuur en tijd allemaal zijn aangepast, is het gemakkelijk om verwarring en misverstanden te veroorzaken. Als er een probleem is, weet ik niet waarom. De maatregelen en middelen om het proces bij te sturen zijn divers. Er zijn bijvoorbeeld meer dan tien mogelijke oplossingen om het probleem van productontevredenheid op te lossen. Er kunnen slechts één of twee hoofdoplossingen worden geselecteerd om de kern van het probleem op te lossen. Bovendien moeten we aandacht besteden aan de dialectische relatie in de oplossing. Bijvoorbeeld: het product heeft een depressie, soms is het nodig om de materiaaltemperatuur te verhogen, soms is het nodig om de materiaaltemperatuur te verlagen; soms is het nodig om de hoeveelheid materiaal te vergroten, soms is het nodig om de hoeveelheid materiaal te verminderen. Erken de haalbaarheid van omgekeerde maatregelen om problemen op te lossen






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288